一、氢脆的定义
氢脆是溶于钢中的氢聚合为氢分子,造成应力集中,超过钢的强度极限,在钢内部形成细小的裂纹,又称白点。氢脆主要发生在低合金高强度钢、不锈钢及弹性零件上,造成氢脆的主要原因是表面处理,如电镀、氮化等零件的处理过程中产生的氢渗入到金属内部导致晶格排列混乱,产生扭曲,造成内应力增加,使金属或镀层产生脆性,从而引起零件的断裂或镀层的脱落。在过程中氢脆的发生需要满足两个条件:金属有较高的含氢量;有一定的外力作用。由于氢脆所导致的滞后开裂的特性,严重影响零部件的使用性能,存在较大的安全隐患。因此在零件的设计加工时,尤其是液压元件工作在高压下,更需要严格控制。
二、去氢脆处理适用的范围及工序
并不是所有金属在表面处理过程中都会产生氢脆现象,通过研究数据及实践来看,在零件表面处理后氢脆主要产生于以下材料中。(1)抗拉强度在981N/mm2(或硬度在38HRC)以上的经过热处理的碳素钢及合金钢零件。(2)硬度为370HV以上的弹簧钢(包含琴钢丝、油回火钢丝、高碳钢丝)的零件。(3)在抗拉强度1236N/mm2以上(或36HRC以上)实施热处理的马氏体的不锈钢产品。现在的加工中,可导致氢脆的工序主要有酸洗、电镀、氮化、电解,以上工序在处理零件表面时,会产生氢且渗入到零件中,从而导致氢脆。
三、氢脆的案例分析
液压产品一般需在高压下工作,部分零件承受的力较大,当零件吸氢后,在其薄弱地方会发生断裂,如图1所示的阀芯。
图1 主控阀阀芯示意
阀芯内部为中空,由于功能要求,中空处需要与单向阀配合密封,阀芯处于高压工作,这就需要与单向阀的配合处具有较强的抗冲击性及韧性,同时为了达到一定的耐磨要求,许多厂家选择该种阀芯表面镀铬处理,而且要求的镀层较厚,但由于镀铬工艺本身电流效率低,因此需要电镀的时间较长,渗氢严重。该阀芯材质为42CrMo,调质处理后硬度为32~36HRC,装配后要求镀铬层厚度0.04~0.06mm。阀芯为液压挖掘机所用,额定工作压力31.3MPa,而且由于挖掘机的特性,冲击压力的峰值可达到60MPa以上,该阀芯电镀后没有去氢脆处理,因此在挖掘机上使用一段时间后发生断裂,如图2所示。

图2 阀芯断裂
在发生断裂后,对阀芯进行了理化分析,实测阀芯心部硬度为34.5HRC,并对阀芯电镀前及电镀后的截面分别做了金相分析,如图3、图4所示。通过晶相图4可以看出,电镀后阀芯晶相图中出现明显的沿晶断裂的特征——冰糖状断口。
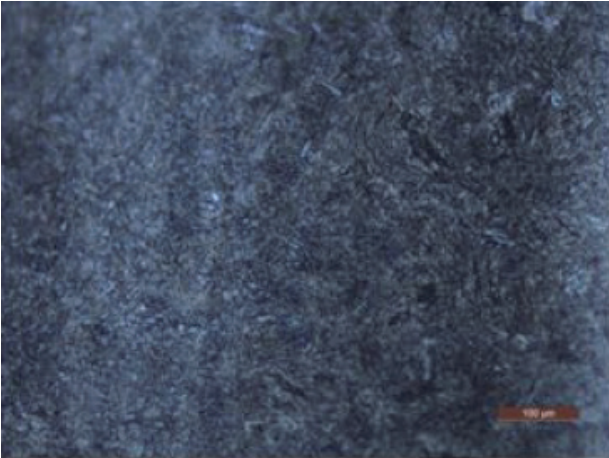
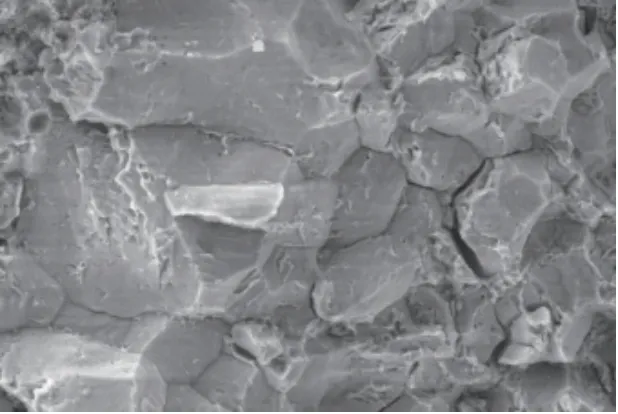
图4 阀芯电镀后晶相
四、去氢脆的措施及预防
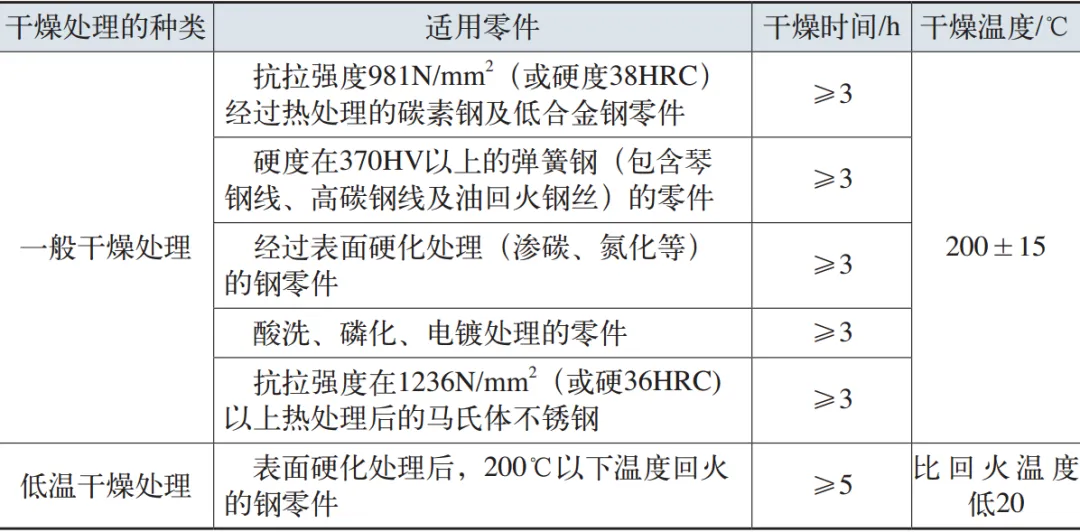
去除零件吸附氢气而产生的氢脆,一般选择使用干燥处理,干燥处理一般分为:第一,干燥处理最好是在经过吸附氢气工序之后马上实施,最长不得超过4h。第二,干燥处理的时间及温度按附表中要求执行,原则上必须一次处理完成,处理开始后,不能中断,按规定的时间连续保持并完成。第三,镀层剥离后再次电镀的情况,或在电镀之后又实施其他镀层的,脆化工序两次以上的情况,从最初的工序到实施最终工序后的干燥处理时间在4h以内时,可只实施最终工序后的干燥处理,其他的可以省略。
去氢脆处理的工艺要求
在零件的设计及加工时,也应提前预防氢脆的产生,如可适当地对易产生氢脆的材料在表面处理前进行加热、喷丸或振动等处理,使工件上的氢气得以逸出,应力得到释放,减少氢脆现象的产生;在满足性能的前提下,尽量采用渗氢量少的工艺,如表面处理的除油、除锈等,可采用化学除油、清洗剂或溶剂除油;在除锈和氧化皮时,尽量采用吹砂除锈,若采用酸洗,需要在酸洗液中添加缓蚀剂等。
精川材料检测:http://www.jctest.vip/



